Який двигун поставити на деревообробний верстат. Простий універсальний деревообробний верстат. Виготовлення різців для токарного верстата по дереву своїми руками
У верстаті використаний покупний бензиновий двигун УД2-М-1, трифазний електродвигун (2,2 кВт на 1500 об/хв) та покупний фугувальний вал.
Оскільки у продажу бувають самі різні конструкціїфугувальних валів (з різними розмірами), розміри використаного валу не наводяться. Таке ж зауваження потрібно зробити в частині застосованих під час створення верстата вузлів. Автор, за фахом електрик, працює в організації, яка обслуговує агрокомплекс. З цієї причини, наприклад, у верстаті використані ручки від електрорубильників.
Помітним конструктивною відзнакоюцього деревообробного верстата від промислових зразків служить те, що головна робоча площина (стіл) зроблена не як звичайно - з масивної сталевої плити (товщиною 10 мм і більше), а є збірною конструкцією, звареною з куточків і листового (порівняно нетовстого) покриття.
Основною ідеєю компонування було розміщення основних вузлів так, щоб робота на верстаті була безпечною та зручною. Наприклад, «дуги безпеки» оберігають деталі верстата, що обертаються, від деталей, що впали зі столів. А ремінна передача захована всередину корпусу.
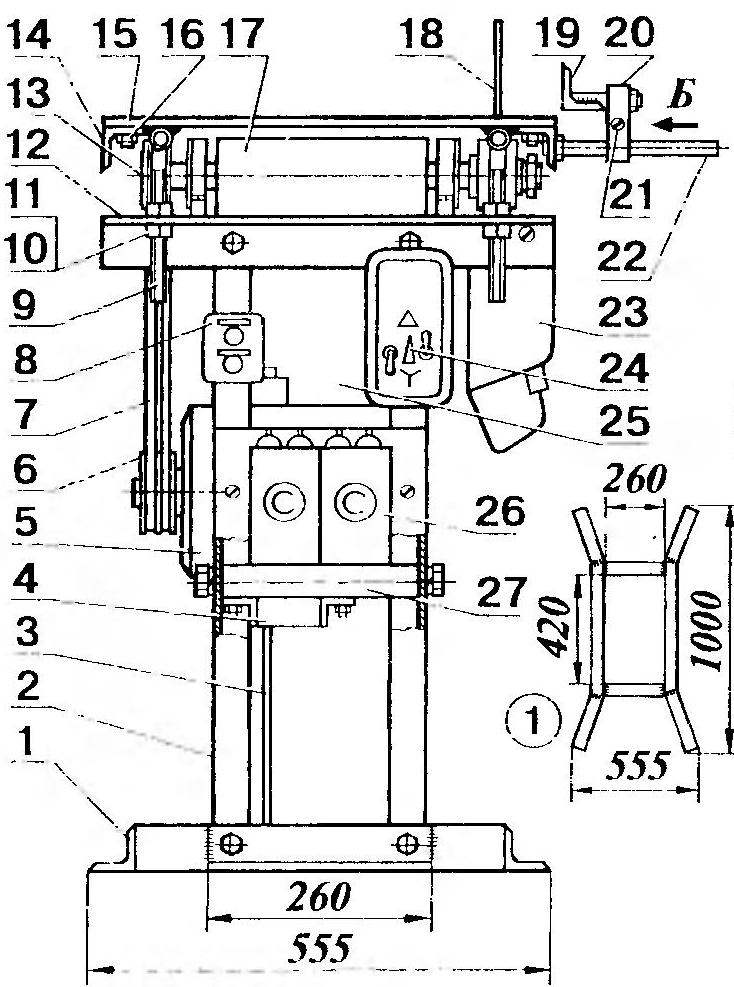
Габаритні розміри верстата залежить: від придбаного валу і розмірів двигунів. Основою конструкції верстата (рис. 1) є рама, зварена з куточків 50x50 мм. Для зручності демонтажу бензодвигуна ліва частина рами зроблена знімною та кріпиться болтами М10.
Мал. 1 Універсальний деревообробний верстат з електро та бензодвигунами.
Ремінна передача (рис. 2) забезпечує роботу з електроприводом та з бензодвигуном. Натяжний пристрій дозволяє використовувати ремені різної довжини: від 1000 до 1400 мм.

Мал. 2. Ремінна передачі схеми перемикання передачі електричного та бензинового двигунів.
Головним робочим процесом під час роботи на верстаті є стругання (фугування). Конструкція відповідної частини верстата представлена на рис. 3. Тут я маю подякувати П. Костицину (журнал «Сам» № 2 за 1995 р.) за його ідею, здійснену при модернізації верстата УБДН-1.

Мал. 3 Конструкція стругального (фугувального) верстата
При роботі на циркулярці автором була помічена велика небезпека зіскакування пиляльного диска, особливо при ударі диска про металеві деталі. Тому у конструкції верстата особливу увагу приділено облицювання вікна (паза під диск циркулярки) накладками із фанери (рис.4).

Мал. 4. Конструкція пильного (циркулярного) столу.
Установка столу на чотирьох ніжках-стійках включає телескопічні з'єднання ніжок. Але треба мати на увазі, що вібрації в роботі верстата роблять гвинтові затискачі недостатньо надійними. Тому довелося доповнити цей пристрій стопорними шпильками.
Можливість налагоджувального зміщення лінійки забезпечена привареними до неї напрямними, виготовленими з прутків 016 мм.
Для полегшення фрезерування передбачено притискний ролик, без якого подавати вручну оброблювану деталь до фрези важко.
Свердлильно-фрезерний пристрій (рис. 5) забезпечує кріплення оброблюваних виробів та їх переміщення щодо інструменту. Однак при експлуатації всього вузла зусилля затискання деталей загальною струбциною ускладнює їхнє переміщення по поперечних санках. Мабуть, краще кріпити деталі, що обробляються, безпосередньо на столику. Природно, коли деталі не обробляють на столику, струбцину не можна зняти. Те саме мати на увазі в частині оснащення столика: упор, який використовується при обробці невеликих деталей, при обробці великий деталізнімають
У верстаті використали бензобак від мопеда «Рига». Однак запасу бензину в ньому (8 л) обмаль. Краще застосувати більш місткий бак, розмістивши його поруч із верстатом. Звертаю увагу на переробку вихлопних труб від бензодвигуна до глушника. Щоб віддалити гарячий глушник від деталей верстата, довелося зробити подовжувач із шматків труби 01", використовуючи гнуті перехідники.
При заготівлі відрізків металевих профілівя використав ножівку по металу: це забезпечує чистоту зрізу.
Після виготовлення вузли варто пофарбувати. Цим нехтувати не варто: фарба не тільки захищає від корозії і надає верстату елегантного вигляду, вона ще й суттєво знижує шум від верстата.
Тепер про порядок роботи на верстаті. Насамперед заправляють ремінну передачу на вибраний тип приводу: від електродвигуна або від бензомотора. Електродвигун включений за схемою трикутник для роботи в однофазній мережі. Тому його запускають через конденсатори. При запуску навантаження має бути прибране. Для цього Натягувальний пристрійпослаблюють (знижують натяг ременя), щоб ведучий шків у ремені пробуксовував. Після деякого розкручування, тріскачкою дають натяг ременя. Поступово розкручується робочий вал. Пуск бензинового двигуназдійснюють також із поступовим навантаженням.
Для відбірки чверті (наприклад, при виготовленні декоративної рейки-«шоломки») оздоблювальних робіт) застосовують фрези з невеликою висотою ріжучих зубів - до 5 мм. Швидкість обертання фрези близько 3000 об/хв. Для виконання цієї роботи спочатку на пиляльний стіл встановлюють додаткову лінійку. З напрямних стійок виймають стопори, що оберігають стіл від довільного опускання. Потім послаблюють гайки затягування фіксації положення металевих столиків щодо рами пильного столу. Тепер ці столики можна розсунути на зразковий радіус фрези (при цьому фрези з валом знаходяться у крайньому верхньому положенні). Далі послаблюють затискний пристрійштанги витягу доти, поки (втугую) можна буде провернути штангу. Це дає можливість вивернути баранчики фіксації стояків столу (при цьому підйомні пальці підйомника повинні бути підведені під стійки). Робочі поверхні обох металевих столиків виводять в одну площину і стіл потроху опускають, поки фреза не встановиться на необхідну висоту. У такому вигляді фіксують штангу підйомника та затискають баранчики. На цьому встановлення столу закінчується. Залишається закріпити у потрібному положенні розсувні столики (оптимальне положення знаходять, провертаючи вал із фрезами).
Для вибірки чверті також можна встановити циркулярку невеликого діаметру і, не виймаючи стопорів та не торкаючись кріплення металевих столиків, підйомником відрегулювати таку висоту столу, щоб пиляльний дискзабезпечував необхідну глибину пропилу. У цьому положенні стіл фіксують баранчиками. При цьому маленька лінійка не потрібна і її знімають.
Потреба у вузлі для свердлильно-фрезерних торцевих робіт виникла як потреба механізації обробки будівельних деталей з дерева. У торці валу довелося зробити гніздо під конус Морзе (для встановлення свердел).
Для здійснення кріпильного пристрою оброблюваної деталі є два шляхи. Перший – загальноприйнятий. Це створення простого столу, На якому оброблювану деталь подають на інструмент вручну. У цьому випадку потрібне лише встановлення (регулювання) столу за висотою. Другий напрямок - координатний пристрій з механічною подачею. Воно і було зроблено мною в описуваному верстаті.
Всі саморобники, що виготовляють верстати та пристрої в домашніх умовах своїми руками, рано чи пізно стикаються з питанням, який силовий агрегат встановити для приводу свого верстата. Здавалося б, підібрав потрібну потужність, шківами або редуктором вийшов на потрібні оберти і все, проблеми немає. Але насправді не все так просто. Від правильного вибору двигуна залежатиме, як запрацює верстат, чи радуватиме він своєю роботою чи почне доставляти проблеми.
У цій статті я постараюся торкнутися деяких нюансів і параметрів електродвигунів, про які найчастіше запитують, а також розповім про мало відомі факти.
Насамперед - асинхронні двигуни. Це найпоширеніші та найвикористаніші приводи у саморобників. Завдяки своїм перевагам, серед яких тривалий режим роботи, легкість в обслуговуванні, малошумність, великий вибір конфігурацій, способів кріплення, параметрів та багато іншого. Їхні недоліки йдуть на другий план і забуваються. А це неправильно. Основним недоліком таких двигунів є те, що вони призначені для трифазної мережі. Те, що існують однофазні, конденсаторні це швидше хитрощі, що дозволяють хоч якось використовувати асинхронники в побуті. Виняток становлять тільки двигуна з короткозамкненим витком . Але вони мають дуже слабкий момент, що крутить, на валу і застосовуються в малопотужних пристроях, таких як вентилятори і невеликі помпи.
Інші ж асинхронні двигуни включені в однофазну мережу будуть мати слабкий момент, що крутить на валу, звідси складний запуск під навантаженням і меншу потужність в порівнянні з двигуном з тими ж параметрами але підключеним в трифазну мережу. Так само багато хто вважає, що якщо на бирці (шильдику, паспорті) двигуна написано 220 Вольт, то при перемиканні з зірки на трикутник двигун "перетворюється" з трифазного 380 Вольт на однофазний 220 Вольт. Це не так. Просто існують різні стандарти напруги трифазного струму. І при перемиканні на трикутник двигун залишається трифазним, але розрахованим на міжфазну напругу 220 Вольт.
Ще однією з недоліків асинхронних двигунів і те, що й обороти безпосередньо залежить від частоти змінного струму. І ми не можемо простими засобами їх регулювати. Так само і максимальні обороти таких двигунів розрахованих на 50 Герц не можуть перевищувати 3тис.
Звичайно, мені можуть заперечити і сказати, що у продажі почали з'являтися частотні перетворювачі, які успішно справляються з цими проблемами. З одного боку вони перетворюють однофазний струм на трифазний, а з іншого можуть змінювати частоту змінного струму і тим самим регулювати обороти як у меншу, так і в більший бік. Це вірно. Але ціна такого девайсу найчастіше перевищує ціну всього верстата разом із двигуном. І це зводить весь сенс саморобства нанівець.
Якщо ви вирішили використовувати асинхронний двигун, вам необхідно визначити, який двигун перед вами, трифазний або однофазний. Від цього залежатиме спосіб його підключення.
У протилежність асинхронному двигунуможна надати "двигун постійного струму". Відмінною рисою цих двигунів є щітково-колекторний вузол. Такі двигуни мають масу модифікацій і параметрів. Серед переваг таких двигунів – гарний момент на валу, а також можливість регулювання обертів напругою живлення. Але не всі електромотори розраховані на постійний струм. Деякі проектуються і добре працюють на змінному струмі. Що полегшує їхнє застосування в побуті. Враховуючи підвищений момент, що крутить, легкість підключення до однофазної мережі, простоту регулювання оборотів, ці двигуни отримали дуже широке застосування в електроінструменті, побутових верстатах, побутовій техніці. Однак невелика поширеність не сприяє широкому застосуваннютаких двигунів серед саморобів. А використовувати електроінструмент як привод на верстатах заважає шумність редукторів і великі оберти. А так само те, що прості регулятори обертів зменшують не тільки оберти, а й потужність двигуна.
Але тут є вихід. Існують регулятори оборотів з зворотним зв'язком. Тобто схема відстежує обороти валу і при необхідності збільшує живлення двигуна для підтримки заданої частоти обертання. Такі регулятори іноді ставлять у фірмовий, дорогий інструмент та називають "константною електронікою". Для того щоб побачити різницю між простим регулятором та регулятором зі зворотним зв'язком можна подивитися це відео з 20-ої хвилини.
Раніше такі схеми застосовувалися в пральних машинахз колекторними двигунами та при невеликому везенні їх можна знайти у майстернях з ремонту побутової техніки. Якщо знайти не вдалося, можна зробити самому.
Використання такого регулятора в парі з колекторним двигуном дозволяє в деяких межах обійтися без коробки швидкостей. І плавно регулювати обороти у межах.
Ось деякі приклади використання цього регулятора саморобниками.
Лобзиковий верстат:
Токарний верстат по дереву:
Гончарне коло:
Гриндер із фанери:
Але, застосовуючи регулятор оборотів із зворотним зв'язком, необхідно враховувати, що охолодження мотора на малих оборотах погіршується і, можливо, доведеться робити примусове охолодження.
Тепер, знаючи про переваги і недоліки двигунів, можна визначатися в тому, який привід ставити на ваш верстат. Якщо це асинхронний, то вам буде корисним це відео.
Правильний підбір робочих конденсаторів для асинхронного електродвигуна:
Підбір пускових конденсаторів для асинхронного електродвигуна:
Якщо ваш вибір упав на колекторний двигун, то ось відео про те, як зробити регулятор та таходатчик для двигуна.
Радий, якщо допоміг вам визначитися. Успіхів вам у ваших починаннях!
Дерево – неповторний, унікальний, екологічно чистий матеріал, Що робить його високо затребуваним та популярним. Виконання виробів із цього матеріалу прийнято у світі верхом майстерності. Саморобні деревообробні верстати мають попит у дрібних підприємців, що виконують індивідуальні замовлення.
Маючи під рукою деревообробні інструменти або спеціальний верстат, легко виявляти фантазію та майстерність у всіх напрямках – побудувати будинок, обладнати Дачна ділянка, виготовити меблі та предмети інтер'єру.
У спеціалізованих магазинах багатофункціональні верстати коштує недешево, тому як альтернативу варто розглянути можливість виготовити самостійно.
Особливості агрегатів
Які бувають деревообробні верстати? Які види робіт нескладно на них робити?
В основному на верстатах роблять обрізку та нарізку деревини, її шліфування, а додатково – токарні роботи. Виходячи з цього, верстати ділять на такі види:
- універсальні;
- спеціалізовані;
- вузькопрофільні.
При правильному підходіта виготовлення, саморобні агрегативиходять універсальними і може справитися з усіма цими завданнями.
Основи початкового етапу, які необхідно врахувати для того, щоб зробити деревообробний верстат своїми руками.
Необхідно врахувати, що для встановлення верстата потрібно необхідна кількістьмісця. Бажано мати для цього окреме приміщення, щоб усі матеріали та пристрої були під рукою.
Перед тим як розпочати підготовку деталей для складання, необхідно скласти точні креслення. Якщо досвіду в цій сфері немає, слід вдатися до допомоги майстра або знайти інформацію на просторах інтернету.
Складові прилади
Деталі, з яких найчастіше складаються верстати по дереву.
Станіна (корпус, робочий стіл)
На нього кріпитиметься майбутня конструкція. Часто виготовляють із сталі, чавуну, тобто конструкція має бути досить важкою та стійкою, щоб верстат тримався на ній надійно. Всі деталі скріплюються за допомогою зварювання, що довговічніше.
Іноді проводиться складання за допомогою болтів, але такі кріплення мають здатність розбовтування, тому в таких випадках доведеться регулярно перевіряти та підтягувати конструкцію. Часто станина додатково зміцнюється цементом – у цьому випадку робоче місцебуде нерухомим. Але бувають конструкції з рухомим столом.
Валовий механізм
Має три типи:
- пиляльний;
- ножовий;
- шпиндельний.
На вал з торця встановлюється ріжучий механізм, з іншого боку привід як ременя від блоку управління. Вал розташовується нагорі робочої станини і часто має товщину 30 см у колі.
Ріжучий блок
Та частина, яка відповідатиме безпосередньо за обробку деревини. Змінюється з урахуванням того, яку операцію потрібно зробити. Це іноді буває циркулярний ніж, фреза, шліфувальний або наждачний круг, нож лобзиковий.
Блок керування
Механізм роботи верстата, тобто двигун. Він відповідає за роботу, регулювання частоти обертань робочих деталей. До нього пред'являються особливі вимоги: потужність має бути 1,5–3 кВт, а швидкість 1,5–2,5 тис. оборотів. Кріпиться двигун унизу під робочим столом.
Напрямна частина
Це планка, що рухається, за допомогою якої регулюють ширину і товщину деталей, що відрізаються, маніпуляція допомагає уникнути витрати часу на додаткову розмітку, створює певну безпеку при утримуванні дерев'яних заготовок. Встановлюється на верхню частинустанини з можливістю пересування та надійного закріплення.
Додаткове обладнання
Саморобний деревообробний верстат вимагає впровадження кількох деталей, за допомогою яких механізм зможе повторювати маневри. промислового агрегату. Існують додаткові деталі, що входять у корпус.
Електропроводка - потужність електрики повинна тягнути 380 В. Проводка повинна бути зроблена грамотно, з дотриманням усіх норм безпеки. Провід закріплюється так, щоб не з'явилася ймовірність попадання в двигун або ріжучі механізми.
Захисні кожухи – встановлюються на всі небезпечні деталі верстата та покликані захищати частини тіла від пошкоджень при випадковому зісковзуванні деталей під час обробки. Найчастіше виготовляються із жерсті чи текстоліту.
Складання пристрою
Основна проблема, що часто виникає під час виготовлення – комплектуючі деталі. Багатофункціональний верстат вимагає від майстра уваги та акуратності. Фахівці в цій галузі радять купувати заводські механізми та частини. Вони виготовляються з інструментальної сталі та досить міцні та надійні в роботі.

Якщо замовлення заводських виробів немає, слід використовувати підручні засоби, наприклад, механізм від бензопили або циркулярної. В цьому випадку варто врахувати, що деталі будуть не настільки довговічні, а саморобні агрегати не матимуть високого ступеня безпеки.
Після того як всі деталі та необхідні матеріалипідготовлені і схеми складання верстата ясна, треба приступати безпосередньо до самого процесу. Згідно з кресленнями, спочатку збирається та зміцнюється станина. Потім кріпляться двигун та ротор.
Будь-який верстат по дереву зможе допомогти власнику у побуті. Заздалегідь зібрані та виточені правильно деталі, дозволять зробити складання дуже швидким. Після встановлення всіх необхідних конструкцій, необхідно перевірити пусковий механізм та роботу двигуна. І тільки після цього необхідно встановити необхідну ріжучу частину та спробувати верстат у роботі.
Якщо всі моменти були дотримані з точністю і всі деталі виготовлені і закріплені правильно, то саморобні деревообробні верстати не поступатимуться за своєю функціональністю заводському. Залишиться тільки дотримуватися техніки безпеки і працювати на верстаті на своє задоволення.
Винесений на суд читачів сайту сайт деревообробний верстат я самостійно спроектував, власноруч виготовив і тепер успішно використовую при будівництві будинку на своїй ділянці. Переконуюсь, наскільки вдалою вийшла конструкція: компактна, технологічна, цілком, здається, підходяща її «тиражування». Верстат настільки простий, що надґрунтовне деталування для його виготовлення навряд чи буде потрібно. До всіх вузлів кріплення тут є вільний доступ. Так що за бажання конструкцію можна легко розібрати і, перевезши в багажнику автомобіля, зібрати на новому місці за тридцять хвилин.
Креслення деревообробний верстата



Пропонований варіант універсального деревообробного верстата - з несучими елементами, виконаними із сталевого куточка та листової сталі. Хоча знаю: досвідченому саморобові не важко підшукати і цим матеріалам відповідну заміну з того, що виявиться під рукою. Зрозуміло, при максимальному використанні технічних рішень, що забезпечують компактність, технологічність складання та розбирання.
Взяти хоча б зварні вузли та деталі. Їх не багато. Насамперед це опора-основа, виготовлена зі сталевого куточка 50x50 мм. Потім йде рама для встановлення Г-подібних стійок столу та підшипникових вузлів веденого валу з робочими органами верстата. Виготовлена вона із сталевого куточка 60x60 мм. Зварні роботи будуть потрібні також при жорсткій фіксації втулок Г-подібних стійок до кришки столу, виконання лінійки-обмежувача та спеціальної поворотної платформидля електродвигуна.
Про останню слід сказати особливо. Зварена вона з відрізків сталевого куточка 40x40 мм та прутка, в торцях якого нарізана внутрішня різьбаМ12. Прут служить поворотною віссю платформи, вставляється між стійками і закріплюється з двох сторін болтами М12. Асинхронний трифазний двигун АІР100Б4УЗ зі 100-мм дворучним шківом встановлюється на платформі за допомогою чотирьох болтів з гайками та шайбами Гровера.
Натяг у клинопасової передачі здійснюється закручуванням баранчика на штанзі, що проходить через отвір у платформі, з наступним законтруванням.
Опора-основа, рама та чотири стійки із сталевого куточка 40x40мм, скріплені воєдино болтами М20, утворюють станину. До неї пригвинчені виготовлені з листового алюмінію жолоби для тирси та стружки, інші вузли та деталі, у тому числі апаратура пуску та керування електродвигуном.
Кришка столу складається з двох однакових 6-мм сталевих плит, скріплених між собою лонжеронами за допомогою гвинтів М12 з потайною головкою та контргайками. До нижньої поверхні кришки, як зазначалося, приварені чотири втулки, у яких можуть повертатися Г-образные стойки. Що ж до лінійки-обмежувача, вона кріпиться на направляючих з допомогою складових затискачів і гвинтів М8.
Декілька слів про двигун. Оскільки в верстаті використаний трифазний АІР100Б4УЗ (3 кВт, 1410 об/хв), то для включення його в однофазну мережу довелося вводити фазозсувні конденсатори пусковий і робочий. А для найбільш ефективного використання- Передбачити з'єднання обмоток або «зіркою», або «трикутником». Перший із названих режимів (з умовним позначенням«У») рекомендується застосовувати при пилянні та струганні зі зниженим навантаженням (коли дошки не надто товсті). Кнопка «Пуск» тут натискається, якщо БА1 вимкнено, БА2 увімкнено, а БАЗ у положенні «У». При цьому спрацює магнітний пускач і заблокувавши БВ1, забезпечить надійну подачу напруги на обмотки двигуна.
Режим із умовним позначенням «Д» це робота з підвищеною потужністю. Переходять на нього вже після того, як електродвигун, ґрунтовно розігнавшись, набере необхідні оберти в режимі «У». Тоді сміливо збільшують ємність фазозсувного конденсатора, додатково підключивши за допомогою БА1 ще 100 мкФ. І лише потім, не допускаючи сильних пускових струмів, перемикають обмотки на «трикутник», перевівши БАЗ у положення «Д».
Зупинити двигун легко у будь-якому з режимів. Для цього достатньо натиснути кнопку «Стоп». Тоді відразу ж припиниться подача напруги живлення на обмотку котушки магнітного пускача, і він знеструмить електродвигун.
Щодо перемикача БА4 «Реверс», то, як показала практика, його можна і не встановлювати. А необхідного напряму обертання домагаються у такому разі під час пусконалагоджувальних робітшляхом «перекидання кінців» однієї з обмоток.
І ще одне зауваження щодо особливостей функціонування схеми, що розглядається. Після зупинки електродвигуна обидва конденсатори необхідно розрядити. Для цього потрібно всього лише... включити БА1 і БА2.
Настав час розглянути й особливості експлуатації самого верстата загалом. Найкраще це зробити, звернувшись до ілюстрацій.
Насамперед регулювання висоти пропилу, а також товщини зняття стружки. Необхідних результатів тут досягають... обертанням гайок. Спеціальних, регулювальних, з наступною фіксацією нижньої гайки.
Зміна нахилу столу (при пилянні під кутом, відмінним від прямого) здійснюється простим підйомом (або опусканням) стійок (з протилежного бокупильного диска) на необхідну висоту. Оптимальних швидкостей обертання валу (1500 об/хв для пиляння та приблизно 3500 об/хв для стругання вихідного матеріалу) досягають шляхом відповідного підбору діаметрів ведучого та веденого шківів.
Інші можливості верстата? Вони у прямій залежності від того, який інструмент на робочому валу. Наприклад, використовуючи різні фрези, можна успішно вибирати пази, чверті. Замінивши пиляльний диск на відрізне коло, Отримуємо надійного механічного різьбяра металу. А з установкою наждака верстат для заточування інструменту.
Але це вимагає акуратності. І, звичайно ж, найсуворішого, неухильного дотримання правил техніки безпеки. Зокрема, при встановленні валу на раму станини його необхідно жорстко, без перекосу закріпити. Затягнувши болти спочатку на одній опорі, переконатися, що інша не піднялася над рамою і не виявилася надмірно притиснутою до неї. Потім потрібно з такою самою обережністю підійти до затягування болтів на другій опорі. Перекіс усувати відразу, підкладаючи під опори металеві прокладки. У підшипники необхідно набити тугоплавке мастило. Простежити, щоб у них ні в якому разі не потрапляла тирса, стружка.
З не меншою ретельністю слід ставитись і до рубанка. Ножі цього робочого органу мають бути надійно закріплені болтами. Не зайве нагадати, що коли рубанком не користуються, його необхідно закривати спеціальною. металевою кришкою(На малюнку умовно не показано).
Гайки кріплення «циркулярки» щоб уникнути будь-яких сюрпризів неодмінно повинні бути з шайбами Гровера, та й іншим різьбовим з'єднаннямне завадить мати належну затяжку. Перед роботою на верстаті слід перевірити, наскільки добре закріплено все. Переконатися в надійності клинопасової передачі, провернув кілька разів за приводний ремінь сам вал. Останній повинен обертатися легко, без заїдань. І лише потім можна приступати до роботи.
Винесений на суд читачів деревообробний верстат я самостійно спроектував, власноруч виготовив і тепер успішно використовую при будівництві будинку на своїй ділянці. Переконуюся, наскільки вдалою вийшла конструкція: компактна.технологічна, цілком, здається, підходяща її «тиражування». Верстат настільки простий, що надґрунтовне деталування для його виготовлення навряд чи буде потрібно. До всіх вузлів кріплення тут є вільний доступ. Так що за бажання конструкцію можна легко розібрати і, перевезши в багажнику автомобіля, зібрати на новому місці за тридцять хвилин.
Пропонований варіант універсального деревообробного верстата - з несучими елементами, виконаними із сталевого куточка та листової сталі. Хоча знаю: досвідченому саморобові не важко підшукати і цим матеріалам відповідну заміну з того, що виявиться під рукою. Зрозуміло, при максимальному використанні технічних рішень, що забезпечують компактність, технологічність збирання та розбирання.
Взяти хоча б зварні вузли та деталі. Їх не багато. Насамперед це опора-основа, виконана із сталевого куточка 50×50 мм. Потім йде рама для встановлення Г-подібних стійок столу та підшипникових вузлів веденого валу з робочими органами верстата. Виготовлена вона із сталевого куточка 60×60 мм. Зварні роботи будуть потрібні також при жорсткій фіксації втулок Г-подібних стійок до кришки столу, виконання лінійки-обмежувача та спеціальної поворотної платформи для електродвигуна.
Про останню слід сказати особливо. Зварена вона з відрізків сталевого куточка 40×40 мм і прутка, в торцях якого нарізане внутрішнє різьблення М12. Прут служить поворотною віссю платформи, вставляється між стійками і закріплюється з двох сторін болтами М12. Асинхронний трифазний двигун АІР100S4УЗ зі 100-мм дворучним шківом встановлюється на платформі за допомогою чотирьох болтів з гайками та шайбами Гровера.
Натяг у клинопасової передачі здійснюється закручуванням баранчика на штанзі, що проходить через отвір у платформі, з наступним законтруванням.
Опора-основа, рама та чотири стійки зі сталевого куточка 40×40мм, скріплені воєдино болтами М20, утворюють станину. До неї пригвинчені виготовлені з листового алюмінію жолоби для тирси та стружки, інші вузли та деталі, у тому числі апаратура пуску та керування електродвигуном.
Кришка столу складається з двох однакових 6-мм сталевих плит, скріплених між собою лонжеронами за допомогою гвинтів М12 з потайною головкою та контргайками. До нижньої поверхні кришки, як зазначалося, приварені чотири втулки, у яких можуть повертатися Г-образные стойки. Що ж до лінійки-обмежувача, вона кріпиться на направляючих з допомогою складових затискачів і гвинтів М8.
Декілька слів про двигун. Оскільки в верстаті використаний трифазний АІР100Б4УЗ (3 кВт, 1410 об/хв), то для включення його в однофазну мережу довелося вводити фа-зсувні конденсатори - пусковий і робочий. А для найефективнішого використання – передбачити з'єднання обмоток або «зіркою», або «трикутником». Перший із названих режимів (з умовним позначенням «Y») рекомендується застосовувати при пилянні та струганні зі зниженим навантаженням (коли дошки не надто товсті). Кнопка «Пуск» тут натискається, якщо SА1 – відключено, SА2 – увімкнено, а SАЗ – у положенні «Y». При цьому спрацює магнітний пускач і заблокувавши SВ1, забезпечить надійну подачу напруги на обмотки двигуна.

1 опора-основа, 2 - стійка (сталевий куточок 40×40, 1,800, 4 шт.), 3 - штанга натягу ремінної передачі (сталевий пруток 16, 1,350 з різьбленням М16 на кінцях), 4 - платформа двигуна поворотна, 5 - електродвигун асинхронний трифазний АІР100S4УЗ, 6 - шків дворучної ведучий (с1 100), 7 -ремінь клиноподібний (2 шт.), 8 - пульт управління з кнопками «Пуск» і «Стоп», 9 - стійка столу (4 шт.), 10 - гайка М16 регулювальна з контргайкою (4 комплекти), 11 - шайба Гровера (4 шт.), 12 - рама, 13 - шків дворучної ведений (d 50), 14-лонжерон столу (сталевий куточок 50×50, 1,700). ), 15 - кришка столу складова (лист сталевий 555×500, sб, 2 шт.), 16 - гвинт М12 з потайною головкою (22 шт.), 17 - рубанок роторний у зборі, 18 - диск пили циркулярної, 19 - лінійка -обмежувач, 20 - затискач складовий (2шт.), 21 - гвинт М8 (2шт). 22 - напрямна з різьбленням М16 на кінці (2 шт.), 23 - жолоб для тирси (алюміній, лист sЗ), 24 - пускач магнітний з перемикачем («Зірка» - «Трикутник») і двома вимикачами, 25 - жолоб для стружки (алюміній, лист, s3), 26 – конденсатор 100 мк х 400 В (2 шт.), 27 – вісь платформи двигуна, 28 – гайка-баранчик М 16.

1 - болт М8 з шайбою Гровера, 2 - шайба притискна, 3 - шків дворучної ведений, 4 - кришка підшипникового вузла (Ст5, 2 шт.), 5 - болт М5 (4 шт.), 6 - корпус підшипникового вузла (Ст5, 2 шт.), 7 – шарикопідшипник 206 (2 шт.), 8 – ніж рубанка (сталь інструментальна, 3 шт.), 9 – болт Мб розпірний (9 шт.), 10 – планка притискна (СтЗ, Зшт.), 11 -вал ведений (сталь 45), 12 - кільце розпірне (Ст3),13 - шайба профільна (СтЗ), 14 - диск пили циркулярної, 15 - шайба затяжна (СтЗ), 16 - кільце затяжне (СтЗ), 17 М24, 18 – шайба Гровера.

Режим з умовним позначенням "Д" - це робота з підвищеною потужністю. Переходять на нього вже після того, як електродвигун, ґрунтовно розігнавшись, набере необхідні оберти в режимі «Y». Тоді сміливо збільшують ємність фазозсувного конденсатора, додатково підключивши за допомогою SА1 ще 100 мкФ. І лише потім, не допускаючи сильних пускових струмів, перемикають обмотки на «трикутник», перевівши БАЗ у положення «Д».
Зупинити двигун легко у будь-якому з режимів. Для цього достатньо натиснути кнопку «Стоп». Тоді відразу ж припиниться подача напруги живлення на обмотку котушки магнітного пускача, і він знеструмить електродвигун.
Що стосується перемикача SА4 "Реверс", то, як показала практика, його можна і не встановлювати. А необхідного напрямку обертання домагаються у такому разі під час пусконалагоджувальних робіт шляхом «перекидання кінців» однієї з обмоток.
І ще одне зауваження щодо особливостей функціонування схеми, що розглядається. Після зупинки електродвигуна обидва конденсатори необхідно розрядити. Для цього потрібно всього лише включити SА1 і SА2.
Настав час розглянути й особливості експлуатації самого верстата загалом. Найкраще це зробити, звернувшись до ілюстрацій.
Насамперед – регулювання висоти пропилу, а також товщини зняття стружки. Необхідних результатів тут добиваються... обертанням гайок. Спеціальних, регулювальних, з наступною фіксацією нижньої гайки.
Зміна нахилу столу (при пилянні під кутом, відмінним від прямого) здійснюється простим підйомом (або опусканням) стійок (з протилежного боку пильного диска) на необхідну висоту. Оптимальних швидкостей обертання валу (1500 об/хв-для пиляння і приблизно 3500 об/хв - для стругання вихідного матеріалу) досягають шляхом відповідного підбору діаметрів ведучого та веденого шківів.
Інші можливості верстата? Вони у прямій залежності від того, який інструмент на робочому валу. Наприклад, використовуючи різні фрези, можна успішно вибирати пази, чверті. Замінивши пиляльний диск на відрізне коло, отримуємо надійного механічного різьбяра металу. А з установкою наждака – верстат для заточування інструменту.
Але це вимагає акуратності. І, звичайно ж, найсуворішого, неухильного дотримання правил техніки безпеки. Зокрема, при встановленні валу на раму станини його необхідно жорстко, без перекосу закріпити. Затягнувши болти спочатку на одній опорі, переконатися, що інша не піднялася над рамою і не виявилася надмірно притиснутою до неї. Потім потрібно з такою самою обережністю підійти до затягування болтів на другій опорі. Перекіс усувати відразу, підкладаючи під опори металеві прокладки. У підшипники необхідно набити тугоплавке мастило. Простежити, щоб у них ні в якому разі не потрапляла тирса, стружка.
З не меншою ретельністю слід ставитись і до рубанка. Ножі цього робочого органу мають бути надійно закріплені болтами. Не зайве нагадати, що, коли рубанком не користуються, його необхідно закривати спеціальною металевою кришкою (на малюнку умовно не показано).
Гайки кріплення «циркулярки» щоб уникнути будь-яких сюрпризів неодмінно повинні бути з шайбами Гровера, та й іншим різьбовим з'єднанням не завадить мати належну затяжку. Перед роботою на верстаті слід перевірити, наскільки добре закріплено все. Переконатися в надійності клинопасової передачі, провернув кілька разів за приводний ремінь сам вал. Останній повинен обертатися легко, без заїдань. І лише потім можна приступати до роботи.
Б.ПОТАПІВ, м.Рязань



